�X���Tʮ��ȱ�ݷ���(�D�ĽY(ji��)�ϣ��^(gu��)Ŀ����)
���T��die casting����һ�N�����T�칤ˇ�������c(di��n)������ģ��ǻ��(du��)�ڻ��Ľ���ʩ�Ӹ߉����(l��i)�������ϵ�ע�ܳ��͡����T�e�m�������������С���T������ˉ��T�Ǹ��N�T�칤ˇ��ʹ����V����һ�N��ͬ�����T�켼�g(sh��)��ȣ����T�ı������ƽ�������и��ߵijߴ�һ���ԡ�Ȼ������Ҏ(gu��)���IJ����ͅ���(sh��)Ҳ��(hu��)�a(ch��n)���N�(l��i)�����ȱ�ݣ����֙C(j��)�Y(ji��)��(g��u)�����T������һ��Ҫ������
1һ���ۺͻ��y
���^�z�飺�T�����������c����Һ����(d��ng)����һ�µėl�y�������@��Ҋ(ji��n)���c���ٻ��w�ɫ��һ�ӵğo(w��)�����Եļy·���o(w��)�l(f��)չڅ��(sh��)��

1.���ۮa(ch��n)����ԭ���������c(di��n)��
��1��ģ���^(gu��)�ͣ�
��2�������O(sh��)Ӌ(j��)��������(n��i)����λ�ò�����
��3���Ϝ��^(gu��)�ͣ�
��4������ٶȵͣ����r(sh��)�g�̣�
��5����עϵ�y(t��ng)��������
��6���Śⲻ����
��7�����F��������
2.���y�a(ch��n)����ԭ������ǻ��(n��i)Ϳ�χ�Ϳ�^(gu��)���Ϳ���|(zh��)���^���Q�ͷ�ֹ�ķ������£�
��1���{(di��o)����(n��i)��������e��λ�ã�
��2�����ģ�أ�
��3���{(di��o)����(n��i)�����ٶȼ�������
��4���m��(d��ng)?sh��)��x��Ϳ�ϼ��{(di��o)��������
2���W(w��ng)��ë�ᣨ���Ѽy��
���^�z�飺���T���������оW(w��ng)��l(f��)�zһ������ݵĺ��E���S���T�Δ�(sh��)���Ӷ������U(ku��)������졣

1.�a(ch��n)��ԭ�����£�
��1�����Tģǻ�������Ѽy��
��2�����Tģ�A(y��)�����
2.��Q�ͷ�ֹ�ķ����飺
��1�����TģҪ���ڻ��Tһ���Δ�(sh��)��(y��ng)���˻�̎����������ǻ��(n��i)��(y��ng)����
��2�������ǻ�����ѳ��F(xi��n)���Ѽy����(y��ng)��ĥ���ͱ��棬ȥ���Ѽy�ӣ�
��3��ģ���A(y��)��Ҫ����
3���
���^�z�飺���T�����������@�ġ���Ҏ(gu��)�t�ġ����ݾ����ͼy·���д��c�����ɷN���Π(x��)С���M�L(zh��ng)���Еr(sh��)����߅���⻬���������������Д��_(k��i)�Ŀ��ܡ�

1.�a(ch��n)��ԭ�����£�
��1���ɹɽ��������(du��)�ӣ���δ��ȫ�ۺ϶��֟o(w��)�A�s�������g���ɹɽ��ٽY(ji��)�����ֺܱ�����
��2����ע�ضȻ��Tģ�ض�ƫ�ͣ�
��3������λ�ò���(du��)����·�^(gu��)�L(zh��ng)��
��4������ٶȵ���
2.��Q�ͷ�ֹ�ķ����飺
��1���m��(d��ng)��ߝ�ע�ضȣ�
��2����߉���ȉ��s�����r(sh��)�g����߉����ٶȡ�
��3�������Ś⡢���l����
4�s�ݣ����ۣ�
���^�z�飺�ډ��T����ֵı�������ƽ���İ��ۣ�����P(p��n)������

1.�a(ch��n)��ԭ�����£�
��1�����տs����
1.1���T���O(sh��)Ӌ(j��)����(d��ng)�ں��̫��
1.2����λ�ò���(d��ng)��
1.3����ȉ��ͣ������r(sh��)�g�̣�
1.4���Tģ�ֲ��ض��^(gu��)�ߡ�
��2����sϵ�y(t��ng)�O(sh��)Ӌ(j��)��������
��3���_(k��i)ģ�^(gu��)�磻
��4����ע�ض��^(gu��)�ߡ�
2.��Q�ͷ�ֹ�ķ����飺
��1���ں�(y��ng)����
��2�����^(gu��)��Ҫ���ͣ�
��3�����_�x��Ͻ�Һ��(d��o)��λ�ü����Ӄ�(n��i)��������e��
��4�����Ӊ��䉺�������L(zh��ng)�����r(sh��)�g��
��5���m��(d��ng)���͝�ע�ضȼ����Tģ�ضȣ�
��6����(du��)�ֲ��ߜ�Ҫ�ֲ���s��
��7����������l����
5ӡ��
���^�z�飺�T�������c���Tģ��ǻ������|�����µĺ��E���T�������ϳ��F(xi��n)�A�ݺ��E��

1.�a(ch��n)��ԭ�����£�
��1����픳�Ԫ������
1.1픗U���汻ĥ�p��
1.2픗U�{(di��o)���L(zh��ng)�̲�һ�£�
1.3���Tģ��ǻƴ�Ӳ��ֺ�����������ϲ��á�
��2����ƴ�ӻ���(d��ng)��������
1.1�ƴ�����Ʉ�(d��ng)��
1.2���(d��ng)�����Ʉ�(d��ng)��ĥ�p��
1.3�T���Ă�(c��)�ڱ��棬�Ʉ�(d��ng)����ģ���ഩ���肼����γɡ�
2.��Q�ͷ�ֹ�ķ����飺
��1��픗U�L(zh��ng)��Ҫ�{(di��o)�����m��(d��ng)λ�ã�
��2���o��肉K���������(d��ng)���֣�
��3���O(sh��)Ӌ(j��)�r(sh��)������ǣ�����g϶�{(di��o)���m�ϣ�
��4�������T���Y(ji��)��(g��u)ʹ���Tģ����������Ƕ��ʽ�����M(j��n)���Tģ�Y(ji��)��(g��u)��
6ճ������E
���^�z�飺СƬ����ٻ�ǽ����c���ٵĻ��w�����۽ӣ�����������������СƬ����������T�������еİl(f��)�����еĞ鰵��ɫ��

1.�a(ch��n)��ԭ�����£�
��1���ډ��Tģ��ǻ�����н��ٻ�ǽ��ٚ����
��2����ע�r(sh��)�Ȏ��M(j��n)�s�|(zh��)������ǻ�����ϡ�
2.��Q�ͷ�ֹ�ķ����飺
��1���ډ��Tǰ��(du��)��ǻ���Ҽ���עϵ�y(t��ng)Ҫ�����Ƀ���ȥ�����ٻ�ǽ���ճ���
��2����(du��)��ע�ĺϽ�ҲҪ�����Ƀ���
��3���x����m��Ϳ�ϣ�Ϳ��Ҫ����
7�ӣ��AƤ�����䣩
���^�z����Ɖęz�飺���T���ֲ��н��ٵ����@�ӴΡ�

1.�a(ch��n)��ԭ�����£�
��1��ģ�߄��Բ����ڽ���Һ����^(gu��)���У�ģ��a(ch��n)������(d��ng)��
��2���ډ����^(gu��)���Л_�^���F(xi��n)���ЬF(xi��n)��
��3������ϵ�y(t��ng)�O(sh��)Ӌ(j��)����(d��ng)��
2.��Q�ͷ�ֹ�ķ����飺
��1���ӏ�(qi��ng)ģ�߄��ȣ��o��ģ�߲�����ʹ֮��(w��n)����
��2���{(di��o)������_�^�c���ҵ���ϣ��������ЬF(xi��n)��
��3�������O(sh��)Ӌ(j��)��(n��i)������
8Ħ�����g
���^�z�飺���T��������ijЩλ���Ϯa(ch��n)���ֲ��档

�a(ch��n)��ԭ�����£�
��1���ɉ��T�ͣ�ģ������ă�(n��i)������λ�÷�����Π��(d��ng)��
��2�����T��l������ă�(n��i)����̎����Һ�_ˢ���Ҳ�λ����s����
2.��Q�ͷ�ֹ�ķ����飺
��1�����ƃ�(n��i)������λ�úͷ���IJ��ƃ�(n��i)����(d��ng)֮̎��
��2��������s�l�����e�Ǹ��ƽ���Һ�_ˢ���Ҳ�λ��
��3����(du��)���g��������Ϳ�ϣ�
��4���{(di��o)���Ͻ�Һ�����٣�ʹ�䲻�a(ch��n)����Ѩ��
��5�������ͣ�ģ�����ϵĺϽ�ճ���
9�_�g
���^�z�飺���T���ֲ�λ�������c(di��n)���y��

1.�a(ch��n)��ԭ�����£�
��1����(n��i)����λ���O(sh��)�ò���(d��ng)��
��2����s�l�����á�
2.��Q�ͷ�ֹ�ķ����飺
��1����(n��i)�����ĺ��Ҫǡ��(d��ng)��
��2���ă�(n��i)������λ�á�������O(sh��)�÷�����
��3����(du��)���_�g��λҪ�ӏ�(qi��ng)��s��
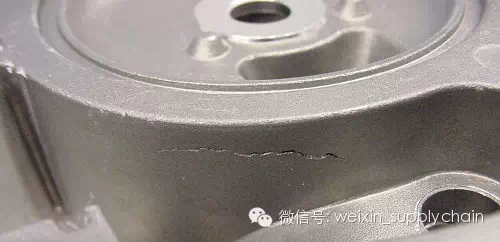
10�Ѽy
���^�z�飺���T�����ډA����Һ�У��Ѽy̎�ʰ���ɫ�����ٻ��w���Ɖ��c���_(k��i)��ֱ�����˾��Σ��y·�MС���L(zh��ng)���������������аl(f��)չڅ��(sh��)��
1.�a(ch��n)��ԭ�����£�
(1)�Ͻ����F�����^(gu��)��躬���^(gu��)�ͣ��Ͻ����к��s�|(zh��)�ĺ����^(gu��)�ߣ������˺Ͻ�Ŀ����ԣ��X��Ͻ��X���~�Ͻ��\���~���^(gu��)�ߣ��X�V�Ͻ��к��V���^(gu��)�ࣻ
(2)��ģ�r(sh��)�g�^(gu��)�̣������r(sh��)�g�̣��T���ں��Є���׃��֮̎��
(3)�ֲ����o���^(gu��)��픳��r(sh��)����������
2.��Q�ͷ�ֹ�ķ����飺
(1)���_���ƺϽ�ɷ֣���ijЩ��r�£����ںϽ��мӼ��X�V�Խ��ͺϽ��к��V�������ںϽ��м��X�����g�Ͻ�����߹躬����
(2)����ͣ�ģ���ߜضȣ���׃�T���Y(ji��)��(g��u)���{(di��o)����о�C(j��)��(g��u)��ʹ�ƗU����������
(3)�Ӵ��ģб�ȣ��ֲ�ʹ�Ï�(qi��ng)��Óģ����
(4)������ģ�r(sh��)�g�����ӱ����r(sh��)�g��