���T܇�g�@ô���ã����a(ch��n)Ч��ֱ�����10����
�������͵ġ����T�S��(j��ng)��(j��)Ч��ò��ã��S��Ҏ(gu��)������Ҫ��һ�Č����T�S��Ҏ(gu��)������һ�����ĸ����������҂���ՄһՄ���T܇�g������ƽ�沼�ã�ϣ����������á�
һ�������ĉ��T���a(ch��n)��I(y��)Ҫ�����\(y��n)����(y��ng)�����a(ch��n)܇�g���o��܇�g�������O(sh��)ʩ���}�켰�\(y��n)ݔ���������������ڵȡ���һ���a(ch��n)Ʒ�S�t߀�ЙC(j��)�ӹ�܇�g���b��܇�g������܇�g�����T܇�g�ڹ��S��ƽ�沼���е�λ�Ñ�(y��ng)���]�����c(di��n)��
1�����T܇�g�ٟ�ӹ�܇�g���a(ch��n)�������^�࣬�ĭh(hu��n)�����o(h��)���]����(y��ng)�����T܇�g�������ļ�����(d��o)�L(f��ng)������L(f��ng)�^(q��)�������x���S����^�h(yu��n)�ط���Ҳ����(y��ng)�c呉���ɰ���T��܇�g��һ��
2�����]�T�����\(y��n)ݔ���㣬�M���ܿ����C(j��)е�ӹ�܇�g��
3������(j��)���S���a(ch��n)Ҏ(gu��)ģ�����g(sh��)ˮƽ�Ͱl(f��)չ�����ԣ������аl(f��)չ��ء�
4����(chu��ng)�����ù����h(hu��n)������(y��ng)���������Ȼͨ�L(f��ng)����Ȼ�ɹ⣬�������S���Ŀv���촰�S����(y��ng)�c�ļ��L(f��ng)����(d��o)�L(f��ng)���60-90��ǣ��Ա��ų�������к����w��
5������(j��)����Ҫ���T܇�g�c����������֮�g��(y��ng)��һ�����x����܇�g�܇���(y��ng)������܇����·��
6���V�Ͻ����T܇�g��(y��ng)�Ǫ�(d��)���Όӽ�����܇�g���摪(y��ng)�����������档
1��ƽ�沼��ԭ�t
1��܇�g��ƽ�沼������Ҫ���]���ϣ��t�ϡ�����Һ���T������עϵ�y(t��ng)�ȣ�����ͨ�����o�����������ݔ�͡�
2���ڳ������܇�g��e��ͬ�r��(y��ng)���]���T�C(j��)�S�ޣ����T���b�𡢾S�o(h��)�ʹ�ň��ء�
3����Ҫ���a(ch��n)���������T���ۻ�����(y��ng)�����ھ������òɹ��ͨ�L(f��ng)�ط���
4���k���ҵ�λ�Ñ�(y��ng)���C�����ˆT���뷽�㣬�����^���õĹ����h(hu��n)���������g��(y��ng)����ͨ�^܇�g�ٵ������g��
2�����T�����IJ���
1�����T�C(j��)�IJ��Ñ�(y��ng)����(j��)Ҏ(gu��)ģ��С�քe���в��ã������Ԅӻ��̶ȸߵĉ��T܇�g���˰��C(j��)�M���ã��������a(ch��n)������
2������(j��)�S���l���͉��T�C(j��)�Ĵ�С��ͬ�ɲ��Æ��в��ú��p�У����У����á����T�C(j��)�ɴ�ֱ܇�g���棬Ҳ��ƽ��܇�g���沼�ã��oՓ�����ǷN���÷��������T�C(j��)��ͻ�����ֵ�������x����(y��ng)С��1�ף�܇�g��(n��i)���е�����(y��ng)С��1.5�ף��ƿ܇���\(y��n)ݔͨ������(y��ng)����3�ס�
3�����_���T�C(j��)֮�g��(y��ng)����(j��)���T�C(j��)�Ĵ�С����߅�O(sh��)����١��T���b�ߡ��������Ϸ�����r�����������x���Ա��C�O(sh��)����\(y��n)�к͙z�ޡ�ģ���b������������˵IJ����ȷ���Ҫ������(j��)��Ҫ�ډ��T�C(j��)����O(sh��)�÷��o(h��)�W(w��ng)�ͽ��ٸ��塣
4�����T�����S����(n��i)��(y��ng)�������O(sh��)�䣬���ڵ��\(y��n)ģ�ߺ͉��T�C(j��)���㲿����
5����ֿ��]�����ˆT�����w�������أ����C���Ĺ�����ӿ��g���^�õ����I(y��)�h(hu��n)�����I(y��)��ȫ�l(w��i)����ʩ��
3���ۻ������IJ���
1���ۻ������M�����c���T�������_���ã�����(j��)��ͬ����Ҫ�ɲ�����܇�g�в���˲����M����������Ⱦ����Դ��
2����(y��ng)��������e���ڷ���ԭ���ϡ��ؠt�ϣ��}�쑪(y��ng)���O(sh��)�ã��ͼ��ϲ����������\(y��n)�ͽ���Һ��ͨ����
���T�C(j��)���x��(y��ng)���]���ׂ����棺
1������(j��)���T���ĺϽ�Nʹ�С�����a(ch��n)��ͣ������_�����T�C(j��)����͡��\���a���U���V��С�����ȺϽ����x�ß��҉��T�C(j��)���X���V����������~�ȺϽ�(y��ng)�x�����҉��T�C(j��)���a(ch��n)ƷƷ�N�١�������r����(y��ng)�x���Ԅӻ��̶ȸ�����Rȫ�ĉ��T�C(j��)��
2���_�����T�C(j��)�����C(j��)�ͺ���(j��)���T�������γߴ硢�������ں�ͼ��g(sh��)�l���_�����T�C(j��)�C(j��)�ͣ��������iģ�������ҳ�M�ȡ���ģ���g�ߴ硢����������
3���_�����T�C(j��)�C(j��)�ͺ�߀Ҫ���]�Չ����ٶȡ�Һ��ϵ�y(t��ng)�Ϳ���ϵ�y(t��ng)���ɿ��Եȡ�
���T܇�g�\(y��n)ݔ?sh��)�������Ҫ�Љ��T�Ͻ𡢽���Һ�����T������עϵ�y(t��ng)�����ϡ����Tģ��
1�����T�Ͻ��\(y��n)ݔ��һ����ò�܇���܇��
2������Һ�\(y��n)ݔ�����ò�܇���Ԅӻ��^�ߵ�܇�g����܉��ʽ����Һ�Ԅ�����ϵ�y(t��ng)��
3�����T������עϵ�y(t��ng)�����ϵ��\(y��n)ݔ���ɲ��Ì���С܇���B�m(x��)ݔ�͙C(j��)��
4�����Tģ�\(y��n)ݔ���ɲ��Æ�܉늄Ӻ��J�͆���ʽ���ʽ���ؙC(j��)��
���T܇�g�S�����һ�㑪(y��ng)��18��24�ף�����x��24�ס���܇܉픸߶�ȡ8.15�ף��ݼ�������߶�ȡ10.8��
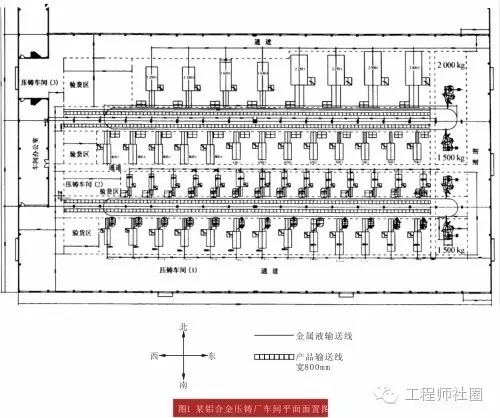
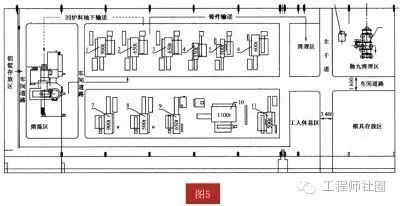
���D1 ���Ϻ�ij�X�Ͻ����T�S܇�gƽ�沼�ÈD��
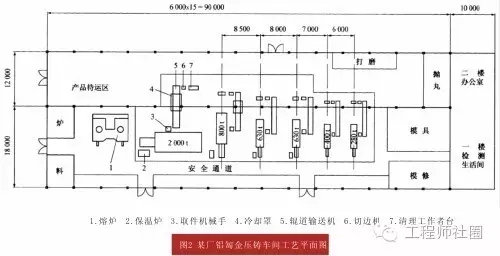
���D2 ��ij�X�Ͻ����T�S܇�g��ˇƽ�沼�ÈD��
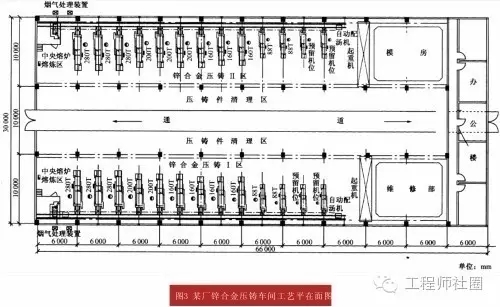
���D3 ��ij�\�Ͻ����T�S܇�g��ˇƽ�沼�ÈD��
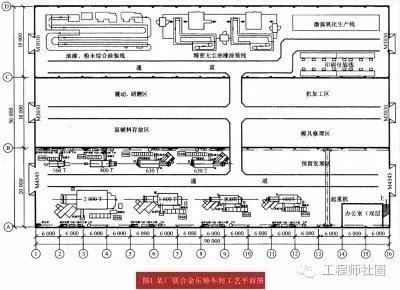
���D4 ��ij�V�Ͻ����T�S܇�gƽ�沼�ÈD��
�l(f��)�әC(j��)���w���I܇�Ϻ���������Ǵ��͏�(f��)�s�T����
1�����a(ch��n)�����־o�������á���Ч
1��ռ����e��25m��12m=300m2��
2�����a(ch��n)��������a(ch��n)10�f�_���w��
3�����T�C(j��)���2500T�ӏ�(qi��ng)�ͣ������Ԅӝ�ע���ԄӇ�Ϳ���Ԅ��b���ס��Ԅ�ȡ�������r���ƣ������ٶȷ�����0.05-4.5m/s�������Ԅ��iģϵ�y(t��ng)���iģ������_(d��)2800T�����п��ٓQģ�b�á��ԄӊA�o�C(j��)��(g��u)���p��픳��C(j��)��(g��u)��
4���Ԅ�ݔ����߅�C(j��)�c���C(j��)(li��n)�ӣ����н����T������s����߅��ݔ�͵ȹ��ܣ���7���L����������Є�������������s�����ɡ��_�����ڡ����������^�z�顢�����̖���b���8헹�����
���T���ضȏ�300�潵��100�����¡�
5���۟��t�鼯�п��ٻ��X�t��ͨ�^��Чȼ��������ȼ?x��)����a(ch��n)���Ļ���ֱ�Ӈ������X���ϣ�˲�r�g�ֲ��a(ch��n)���ߜ����ۻ����������С���pʧ�١����t�ړp��С�����ß�������ϲ����܇������M(j��n)���A(y��)�ᣬ�������ۻ�Ч�ʺ��ۻ��|(zh��)����ԓ�tʹ��Һ��ʯ�͚���Դ��ȼ?x��)����Ğ?30MJ/t���ۻ�������1.5t/h����Һ����4t�������ñ��ؠt������������1.8t��
�XҺݔ�Ͳ��ò�܇���������\(y��n)���ߡ����۠t�c���ؠt֮�g�����^�����ۣ�Ҋ�D5��ʾ�������L4.6m��б�ȼs5�㣬�ķ�Һ�ڷų����XҺ�����ؠt��5s���@�N�Y(ji��)��(g��u)��ʽ���s���XҺ��ݔ�͕r�g�;��x���p�ٟ����pʧ�������Ӱ푣��������XҺ���|(zh��)�������Σ�������a(ch��n)Ч�ʡ�
2�����T���a(ch��n)�ɱ�����
1���ɱ���(g��u)��
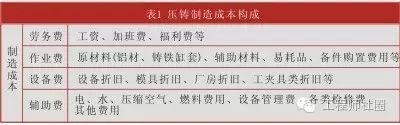
���T���a(ch��n)�ɱ�������ɱ������g�ɱ���(g��u)�ɡ���������ɱ��������ڄ�(w��)�M(f��i)�����I(y��)�M(f��i)���O(sh��)���M(f��i)���o���M(f��i)�������g�ɱ��t�������N���M(f��i)�á������M(f��i)�á�ؔ��(w��)�M(f��i)�á��b�ډ��T̎��ȫ��������Σ��T��Ŀǰ��δֱ�������Ј������ڴ����c(di��n)��B����ɱ��Ŀ��ƣ�����w��(g��u)�ɿ��ñ�1�������£�
2���ɱ��ֲ���r
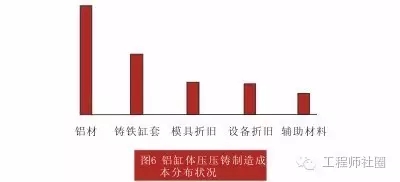
�ɱ���(g��u)��һ�����_����횷������Ŀ��ռ���~���w�Ơ�r����ᘌ��Ե��M(j��n)�Џ�(qi��ng)�Ō��ߡ����S�a(ch��n)���ij��m(x��)���L���ɱ��ֲ��ڲ���׃�w���X���w���T����ɱ��ķֲ���r��D6��ʾ��
3�����ͳɱ��ķ���
������T���ϸ��ʽ��ͳɱ�
��2ʾ���T���ϸ���Խ�ߣ���?j��n)�ģ�����f�M(f��i)Խ�͡�
�ٶ�ģ�߉����飺100000ģ�Ρ�
�@��ģ�߿��r��370�fԪ��
����߹���Ч�ʽ��ͳɱ�

���3��ʾ�����a(ch��n)һ�����T�����a(ch��n)��(ji��)�Ğ�160��r��ÿ���T����?j��n)��O(sh��)�����f�M(f��i)��20.4Ԫ�������a(ch��n)��(ji��)�Ğ�145�룬�tÿ���T����?j��n)����f�M(f��i)��18.4Ԫ��