���� ����歵ϣ���Q���T��ճģȱ�ݵľ��w��ʩ
�l�����ڣ�2018/3/27 10:50:32 �c������3312
ժҪ���ډ��T���a����ģ��ԇģ�r�����������F�T��ճģ�ĬF����Ԕ���ط������T��ճģ��ԭ��̽ӑ�˷�ֹճģ�ľ��w��ʩ���Ա���õ������T��ճģ�F�����߉��T���|�����P�I�~�����T��ճģ�����Tģ���T�����o�������T��ˇ��ģ�ߜض�
�����ѽ��@�����߄����ώ��ڙ�l�����������ԭ���ߣ��猦�����к�Ҋ����Ը����ώ�˽�½��������ώ�������̖���S�a���£��gӭ��Ҽ���

1 ���T��ճģ��ԭ��
���T��ճģ�ĬF���кܶ࣬����ճģ�Ļ�ľԭ���У� �����T�Ͻ��cģ��䓵��H����Խ��Խ����������ճ����һ�𡣉��T�Ͻ��c�ͱ�ճ�Ϻ���a���^���Óģ�������T��Óģ�r���F������Ŀҕ�T��ճģ��λ���ڱ���ֲڡ�ÓƤ��ȱ�ϵ���ģ���E(ע��Ҫ�c�e̼���^�e)����ճ�χ��ص���r���T������˺���Ɠp����Ŀҕģ����ǻ����ճ��һ�Ӊ��T�Ͻ��ɫ���ס���ģ��Óģб���^С(��oÓģб�ȣ����з�Óģб��)��ģ�߂���ߵͲ�ƽ(�_�g��������ȱ�p��)������ֲڵȣ��T����Óģ�����ܵ���K���T��Óģ�r���汻ģ���������T���������_ģ����ʾ��l����������E�����T����ǻ��ʼ�˂��ی��������ģ��ĩ�˂��uС������ʧ�����ؕr���a������������ ���T�����w��ֲ��տs��ģ�ߵİ��o���^����o���Ĵ�С�ֲ������⡢���������@�r�T���͕���ճģ���F׃�Ρ��Ѽy�����ѣ��������F�T��ճ����ģ������F�T��ճ����ģ픲����������F��ճģȱ���T����Σ����:���T�����^ճģ�r���p�߱���ֲڣ�Ӱ����^�ֲڶ�:�����T������ÓƤ��ȱ�⡢���������ѣ�߀������T��©�⣬�����T��������U�����ډ��T�rÿ�γ��F�Ŀ�ģ�F��Ҫ���w������a����ԭ�����磺���T�r���F�T��ճ����ģ����Ҫ�z���T������ģ���o���^���ԭ��;�z���T����ģһ�ȵ����^�����Óģ�����T����������������ģ�ĺ��E��ճģ������������ؕr�a���^���Óģ��������ʹ�T���ֲ��������T������ǻ��Ó���������T�������a��ճģ;�ڇ��ص���r�²��H�T������˺���Ɠp�ĬF��ģ�ߵ���о����ǻҲ�����F�������Ѽy�����ѵĬF���T��ճģ�F�����X�Ͻ���鳣Ҋ���T��ճ����ģ�ľ��wԭ�����£�1)�T�����w��ֲ�����ģ�İ��o�����ڌ���ģ�İ��o�����_ģ�r�T���������a��ճ��ģ��2)ģ���OӋ�����첻���_����ģ��ǻ����о���α���Óģб���^С���з�б�ȣ�ʹ�T����Óģ�����ܴ���Ҫ���T���oÓģб�ȵIJ�λ������ǽo�T�����мӹ�������������Óģб�ȣ������ӹ����T���oÓģб�ȵIJ�λ��3)ģ����о���ͱ��ϵĉ���׃�Ρ�����ǻ�ȶ�����Ӱ��T��Óģ�����α�����������ģ�����ѵĂ��ۣ�Ҳ��Ӱ��T��Óģ��4)ģ�ߵĶ�ģ���ͱ����^�ڴֲڣ����мӹ�����ĺ��E������⻬����ӹ���������E�ļy·�cÓģ����һ�£�����Óģ�����ƽ�����^��@�ӵIJ�����������������Óģ��������K�T��Óģ������T�������в���������ĺ��E���@�ӵIJ������E��Óģ�����ֱ���Μϲۣ��\�IJ���0. 1mm����ļs��0. 3m���ҡ�5)Óģ�r���T������λ������ӡ���ģ�ϵİ��o��������������ʹ�T����Ó���r�l��ƫ���ᡢб���T������ģ���o����IJ��־��п���ճ������ģ�ϡ� 6)ģ�߲���ʹ�ò�������ģ���^�ߕr�����T�Ͻ�O��ճ����ģ�߱��档 7)ģ�ߵğ�̎��Ӳ�Ȳ��㣬Óģ�r��ģ�߱������������T�Ͻ�D��׃�Σ���ʹģ����о����׃�Σ��Ķ�������ģ�ߌ��T����Óģ������8)���T�Ͻ�Һ��������ӛ_���ͱڻ���о��ʹ�ͱڻ���о�ض����ߣ��ڸߜؕr�Ͻ�Һ�c�ͱڵ�ģ��䓰l�����ں��϶��a���ճ�����Ͻ�Һ�ض�Խ�ߡ������ٶ�Խ��ģ�ߜض�Խ�ߡ�ģ��Ӳ��Խ�ͣ��X�Ͻ�Һ�cģ��䓵��H���������ӣ�Խ���װl�����ڡ�����ճ�����ݸ��ˉ��T�Ͻ��ģ�߱������T��Óģ�r����ǻ�����c�T�������D��˺���������T������Ƥ��˺�ƣ��T�������ͳ��F��ճģ������9)���T�Ͻ�Һ�ڃȝ��ڵ�����ٶ�Խ����Һ���_��ģ���ͱھ͕�Խ���ҡ�����Һֱ�ӛ_����о���ͱڣ��_�����D������ܣ����H�Ͻ�Һ�Ĝضȕ����ߣ����_����λ��ģ�ߜض�Ҳ�����ߺܶ࣬�����������X�Ͻ�Һ�cģ��䓵��H���������ԣ���ģ�߃ȝ���̎�����ܺϽ�Һ���ٛ_���IJ�λ�����׳��Fճģ������_������ģһ�ȣ��������˶�ģһ���T���İ��o����10)�����ģģ�ߜض��^�ͣ����ģģ�ߜض��^�ߣ���ʹ�T���տs�r����ģ�İ��o�����ڌ���ģ�İ��o����11)ģ��Óģ������^�ͣ�Óģ����Óģ�Բ��ã�����ģ��ͿÓģ������λ��Óģ�����������㣬�@Щ����Ӱ��T����Óģ�ԡ���ģ�r�������ģ��Ϳ�^���Ϳ�ϣ���ģ�ĜضȾ��y�Կ������ߣ��T����s�տs����ģһ�Ȱ��o�����ӵķ��ȕ����ڄ�ģ��߀��һ�Nճģ�F���ډ��T���a���_ʼ��һ�Εr�g�ȣ����_ʼ�ڵ��ى����ģ�r������ģ�ߜض��^�ͣ����T�ĺϽ�Һ�������½��úܿ죬��ʹ��������ǻ��Ľ���Һ���ͺܲ��������γɵ��T�����Ⱥܵͣ��T��������λ֮�g�B�Ӻܲ��ο������T��Óģ�r�����o���^��IJ�λ���͕��������c������λ���ѷ��x��ճ����ģ����e�Ƕ�ģһ�ț]��픗U픳��T�������Ը�����ճ���ڶ�ģ�2 ���Tģ�߷����ֹ�T��ճ����ģ�Č��ߴ�ʩ����������ģ��ԇģ�����T���a�_ʼ��ģ�r�����������F���T��ճģ�ĬF���ډ��T������ˇ�����r���F�T��ճģ����Ҫԭ���lj��T��ˇ����ԓ���T���Y���OӋ��ģ���OӋ������Ć��}�����T��ˇ����Ϳ�{ԇ�m���a�ȣ����a�ȵ�Ч��һ�㲻�Ǻܷ�������Ȼ�����F�T��ճģ�ĬF��������׳��F�T��ճ����ģ�ĬF���ډ��T֮ǰ�����Ȍ�ģ���M�кܺõ��A�ᣬ�����_ʼ���ى���֮ǰ���Ƚoģ����ǻͿĨ����ģ���Ϳ�ϣ����É��s�՚ⴵ����ÿ���TһģҪͿĨһ�Σ�ԇ���T�s20ģ����߀ճ��ģ���f��ģ���І��}����z��ģ�ߡ� ����Ӌ��ӡ���ģ�İ��o�������ڶ�ģ�İ��o�����ڄ�ģ���o�����T������ģ�c��ģ�İ��o��������T��������һ�ڼ��п���ճ����ģ�����п���ճ���ģ���T�������OӋ�T����ģ�ߕr����Ҫ��׃�T����ģ�ߵĽY����Óģб�ȡ������ֲڶȵȣ��O��ʹ�T������ģ�İ��o�����ڌ���ģ�İ��o�������ڼ����OӋ��ɵ��T�����_�����T������ģ�İ��o�����ڌ���ģ�İ��o������Ҫ���S�T���ڶ�ģһ���O��픗U픳��T�������S��ģһ�ȵ��T����������픳����E����Ҫ픗U���E����ȥ�����@�����OӋģ�ߕr����Ҫ�ڶ�ģһ���OӋ�T����픳��C���� ���ڶ�ģһ�Ȱ��o�����^����T�������OӋģ�ߕr��Ҫ�ѷ��Ͷ��M���x��ƫ��ģ��һ�ȣ��T���M����ط����ڄ�ģ��ǻ��������T������ģ�İ��o����
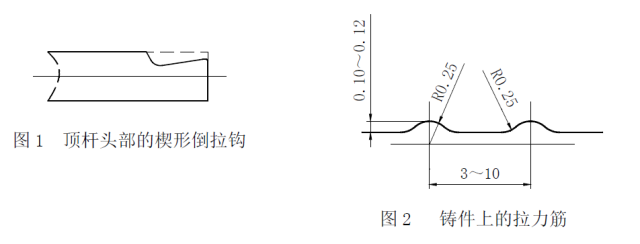
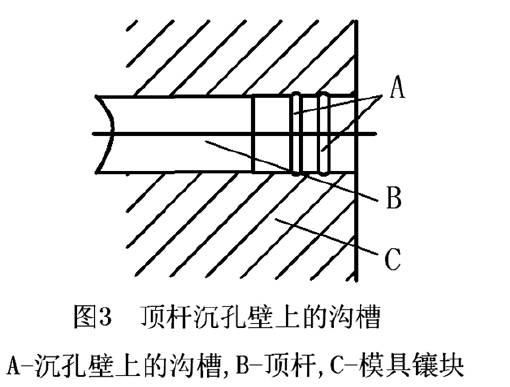
���˜pС��ģ�İ��o�������c�T���OӋ�����´_����ģ��Óģб�ȣ����M���Ӵ�ģ��Óģб�ȣ��eע��������Ӵ�ģһ���T�����ױ�ģ��ճģ������λ��Óģб�ȡ�ͬ�r���m���pС��ģ��Óģб�ȣ��eע��������pС�T���OӋ��픗U��λ����ģ�ߵ�Óģб�ȡ�߀Ҫ�M������о�O���ڄ�ģ�ϣ�����L��ģһ�ȵ���о�L�ȡ� Ҫ��ֹ��ģ������͒���r�a��Ӱ�Óģ�ĵ��ۻ�ֲڱ���;ԇģ����T�^���У�Ҫ������ģ��ǻ�������������F��׃��;�����Ͻ��ڶ�ģ������ճ�����E���Ͻ�ճ������ģ�������δ���r������L�r�g��ճģ�F���Խ��Խ����;���õؒ��ⶨģ��ǻ�ȱڵĴֲڱ���������ģ�����R���Ȳ�����Ϳ��ճ�������_ģ�r���T����ģ��֮�g߀���a�����ܵ�����g϶������Óģ���������Զ�ģ��ǻ�ĵײ����Բ�������R�档���������^��ģ�ߣ�����Ҫ���أ���ֹ�Ɖı���ĵ����ӣ���ֹԽ����Խճ����r�� ��ģ�߃ȝ��ڣ��m����׃�ȝ��ڵ�λ�á���С�ͳ�������������p�p���ȝ��ڌ���ģ�_�����F�ě_�g��ճģȱ�ݡ����磺�ٸ�׃�XҺ�������M�����ͽ���Һ����ģ��ǻ�Ą��қ_�������ѽ���Һֱ�ӛ_���Ğ�б��������о���ͱڡ����m������ȝ��ڵĽ���e�����Խ��̓ȝ��ڵ��ٶȡ��۸�׃�ȝ��ڵ�λ�ã�ʹ�ȝ���̎���T�������λ�ã������_����ģ���ͱڵě_�����ܱM����ȡ���T����ǻ�ײ��M�ϵķ������ݲ�ȡ�_��ʽ�ȝ��ڣ��ȝ��ڵ����ȿ�������ǻ���U���������e���ތ��ڃȝ��ڛ_����λ����о������ʹ��̼���u��Ϳ���C����ģ�߱�����늻���ұ��ʽ��Ϳ̼���u�w���ӣ������u���c���w���ٽY�ϲ���Ó�䣬�����ģ�߱����Ŀ�ճģ�ԣ��牺�Tģ�߱����Ӄȳ��e2~4��m���Ϳ�ӣ���Ӳ�ȿ��_4000~ 4500HV��ʹ�Üضȿ��_800�档���˰��T��������ģһ�ȣ�����픗U���^����Ш�ε����^(�^�L5~8mm���T����λ��1~2mm��Ҋ�D1)�����T���ĵ����^���T��������ģһ�ȣ�֮���ٰ��T���ϵĵ����^����������������T������ģ�İ��o�������T������Ҫ���ӹ���λ�Լ���Ӱ����^�|����λ�Ăȱ��棬���ԼӴ�����ģ�߲�λ�ı���ֲڶȣ��@�������T������ģ���o����Ч�����^���@�����˰��T��������ģһ�ȣ�����픗U���^����Ш�ε����^(Ҋ�D1���^�L5~8mm���T����λ��1~2mm)�����T���ĵ����^���T��������ģһ�ȣ�֮���ٰ��T���ϵĵ����^����������˸�������ӄ�ģ�İ��o���������m����ʹ��������(Ҋ�D2):���ڲ�Ӱ��T�����^����r�£������ڄ�ģ�Ăȱ�������о�����_�����l�ϲ�(���T��������
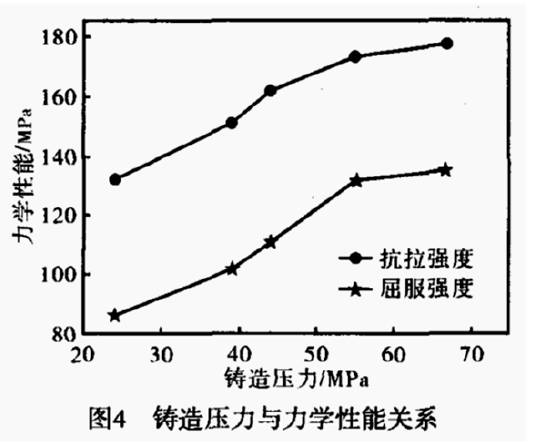
�������Ҋ�D2)������ģ�߾ֲ���ĥ��������ȴ��s0. 1~0. 2mm�İ��c����Ҫע�⣬Ҫ���^���_�O��픗U�ĸ������Է�픳��������������_ģ�r�����ϣ�����ÙM����ͨ�^�ȝ��ڰ��T��������ģһ�ȣ������ڄ�ģһ�șM�����Ăȶ��������������ĥ�ׂ����0. 2~0. 3mm�İ��c�����әM��������ģ�İ��o������߀�����ڃȝ��ڸ����ĝ������O��픗U(Ҋ�D3)����픗U�Ķ̵�����ģ�߱���5~ 8mm����픗U����ģ�߿�3mmλ�õĂ��棬����2~3mm����0. 3 ~0. 5mm�ĭh�βۣ����T���γɵĭh��������әM�������M������ͨ�^�ȝ��ڰ��T��������ģһ�ȣ��@�ӌ�С���T�����^�õ�Ч��������������ڝ��������ֱ�����������^���T��������ģ�������ڄ�ģ�ęM�����ͷ����F��ֱ���������������_ģ�r����������љM���������������ģһ�ȡ��ݱں���^����T������ȿ�߀���M�о��ӹ����T�����pС�˄�ģ��о��Óģб�Ⱥ����߀���ܽ�Qճ��ģ�Ć��}����������о�L�ȵ����g��λ����2~3mm����0. 2~0.5mm�ĭh�β����γ�������h����������T��������ģһ�ȡ�ע�����@�ӵ���о��������Ҫ��2��픗U픳��T�����Է��T��׃�Ρ����ڶ�ģһ�Ȱ��o������:��ģһ�Ȱ��o�����T����������ʹ�T�������Ó����ģ���c��ģһ���OӋ픗U�塢픗U�͏�λ�U픳��T��������ʹ���ڶ�ģһ�ȼ��b���ƄӶ�ģ�ϵ�픰��픗U���_ģ��ͬ�r픳��T����픗U����Џ��ɵķ�ʽ���_ģ��B�¶�ģ픗U��픳�������ģ���ģ�r���Ä�ģ�������Ƅ���֧��λ�U�ƄӶ�ģ�ư塢픗U�M�Џ�λ������ʹ��픗U���T���Ķ�ģ픳���Ҳ���Բ��������������_����ģ�ߵ����^�͝L݆�C�������_ģ�������Ӷ�ģ픗U�ư���T���Ķ�ģ픳����Y�����£��o��ģ�OӋ��픗U픳��T����픳��Y������ģ픗U�ư���ٳ�����ģģ��֮�⣬�ڄ�ģ���O���Ă�(��ɂ�)���^�U���Ă�(��ɂ�)���^�U�ں�ģ��B�r�ٵ���ģһ�ȣ��������^�����ɡ��L݆�C����ʹ�Ă����^�U�c��ģ��ư����^�B���_ģ�r����ģ���U�^ס��ģ픗U�ư壬��ģ픗U�ư��Ƅ�픗U���T���Ķ�ģ픳����@�r�T���c��ģͬ���\�ӡ��\�ӵ�һ���г̺����ÝL݆�����əC��ʹ�Ă����^�U�����^�c��ģ픗U�ư�Ó�_����ģ픗U�ư�ֹͣ�\�ӣ���ģ�rҲ�����Ä�ģ���Ͷ��Ƅ���֧��λ�U�ƻض�ģ픗U�ư壬ʹ��ģ픗U�˻؏�λ��3 ���T��ˇ�����ֹ�T��ճ����ģ�Č��ߴ�ʩ�oģ�߇�ͿͿ�ϡ��Ͻ�Һ�����ӛ_���ٶȡ�ģ�ߜض���Ӱ��T��ճģ����Ҫ��ˇ���ء� ģ��Óģ����Ʒ�N���|������ȡ���Ϳλ�á���Ϳ�r�g����������Ӱ��T����ճģ��r�����Ç�ͿÓģ���Ķ��٣��{���T���ڄӡ���ģ�ɂȵ�ÓģЧ�������˷����T��ճ��ģ�������m���p�ٌ���ģ��ͿÓģ���ĕr�g����������ģ��Ϳ��Ϳ��Ҫ������������©��Ϳ�ϡ��Ӵ�Óģ������ģ�ć�Ϳ�����Խ���ģ�߱����Ĝضȣ��e�nj���ģ�����T���ı��������ģ���E�ı�����Ҫ���Ӈ�Ϳ�������ڶ�ģһ���������o�̶�λ�ã���]����ģ���E�r��ҲҪע���m������Ϳ�ϵć�Ϳ������ģ�߳��F��ģ���E�ı������ډ��Tȡ��֮��δ��Ϳ��֮ǰ��ͿĨ��ճģ�࣬��ճģ���ڸߜؕr���Y��ģ�߱��棬�@���ںϽ�Һ�cģ�߱���֮�g���γ���һ���^��ĸ�Ĥ�ӣ������^�õ�Óģ���á��m���{���Ϳ���ģ�ߜضȡ�Ҫ�����T�����o���ݸ�ģ�ߵ�������r��Ҫ����ģ�ߜز�T���տs��Ҫ����ģ�ߜض��c�Ͻ��տs�����o��֮�g����Pϵ������T��������ճģ�������t�ڴ_���T�������|������r�£��M��ʹ���^�͵�ģ�ߜضȡ�����T���������o���^�t�M��ʹ���^�ߵ�ģ�ߜضȣ��@�ӿ��Խ����T����Óģ�r���տs�̶ȣ�Ҳ�������T��߀�]���_���ܴ�İ��o���r�����_ʼÓģ�ˡ������ؽ��̈́�ģ�ضȣ���ʹ�T���տs�����������T������ģ�İ��o��;������߶�ģ�ضȣ��p���T�����տs���Ϳ��Խ����T������ģ�İ��o�����Ӵ�ͨ���ģģ����sˮ�����������Խ��̈́�ģ��ģ�ߜض�;�pС���P�]ͨ�붨ģģ����sˮ�ĵ�������������߶�ģ��ģ�ߜضȡ�һ�㉺�T�X�Ͻ��T�����_ģ��1~3s�Ȝy����ģģ����ǻ�����Ĝضȣ������ض�Ҫ������300'�棬��240��40'�����;����Ϳ���ں�ģ֮ǰ1~3s�Ȝy����ģ��ǻ����ضȣ�Ҫ������140'�档 ��ע�ضȵĸߵͣ�ͬģ�ߜض�һ�ӿ��Ը�׃�T�����տs��r�Ͱ��o���Ĵ�С����ߝ�ע�ضȣ�ͬ�r�s���_ģ�r�g���ܜpС���o�����������ӺϽ�Һ�cģ��䓵��H�����������T����ڲ�λճģ�Ŀ��ܡ����F�T��ճ���ģ����Ҫԭ�����T������ģ�İ��o���^���Լ�픗U픳����������㡣�����픳��������Ҫ��߉��T�C픳����͉�������픳��ٶȡ������픗U��ֱ��̫С�����O�õ�픗U�����^�٣��t픗U픳��ď��Ȳ����픗U�����F��������ѵĬF������T��ճ���ģ�������^С���T��Óģ�r�����^�p����ģ�߾ֲ�����ֲ���ɵ������^С��ֻ���T��픳��r׃�Σ���Ҫ��ģ��ճģ̎���⡢�����������Ӈ�ͿÓģ���������p��Óģ����������T��ճ���ģ�������ܴ��T��Óģ�r�������أ���픗U���T������ѡ����_�����T����픗U픳����ĬF��Ҫ�m���Ӵ��T��б�ȣ����M�T����ģ���OӋ�����������T��ճģ��Ӱ��տs�IJ������Y�������ƽ������ڱ����T����׃�Ώ��Ȳ��tҪ����픗U�Ĕ�����ֱ����Ҳ������픗Uλ�ýo�T������һ��С�_��픗U����T����С�_�ϣ��Ӵ�픳�������e��ʹ�T�������������ֹ���T��픳��������������ɵ�ճģ���������T�C�Ƅ�ģ��픳��ư���ĸ��ƗU�L��Ҫһ�£����������ܴ��� 0.20mm:�C���ƗU��픳��T����픗Uλ�ò���Ҫ�����������Ҫƫ�xģ����ǻ���ģ�Ҳ����Ó�x���T�C픳������ġ������о��픳��O�ò����⣬�t�T����������������l��ƫб��������T�CҺ��픳���픗U�L�̲�һ�£�ʹ�T��픳��������������ƗUλ�ò��ò������t�T����픳��r�����l��ƫб������M��ʩ��:����ģ�߽Y�����{����о�C����픗U��ʹ�T��픳������������T����ƽ�С�������Ƴ�;�{�����T�C��픳��C�����ƗUλ��(�����4-6���ƗU)��ʹģ��픗U���T����������;���������ᘔ������Ӵ�픗Uֱ����������λ�ã��_��픳�ƽ�⡣�pС���T�C�ĸ��ى����ٶȣ�������ģ�߃ȝ��ڶ��e�����m�����̓ȝ��T������ٶȡ�����ڲ����Ӄȝ��ڳ����ٶȵ���r�£����Ӄȝ��յĶ��e���t�ܿs�̳���r�g���p�كȝ�Fl�_���a���Ŀ������������_���p�p�ȝ��ڛ_��ճģ��Ч�����m�������T�쉺��:���ڼ����]�К��Ҫ����T���������x���^С�ĉ�������40~55MPa;һ���T���x55~75MPa;��ڼ����К��Ҫ����T�������^��ĉ�������75~ 100MPa;�����ʹ�úܴ����r�������x100~140MPa���T�쉺��Խ�ߣ��T�������W����Խ��(Ҋ�D4)�����T����ģ�ߵİ��o��ҲԽ��������Fճģ����r����Ҫ�_�Jʹ���m�����T�쉺�����m���pС�_ģ�r�g(��ģ��s�r�g)���T�����^�ߵĜضȡ���ģ�߰��o��߀δ�_�����ֵ�rÓģ�����ԜpС�T����ģ�ߵİ��o�����p�pճģ�ij̶ȡ�
�T��Óģб���^С�������������T��ճģ������Ҫ�����T���ĺϽ�����c�ߴ�Y�����x�ú��m��Óģб�ȡ����Fճģ�r���m���ؼӴ�Óģб�ȣ����܉�������_�����տs�����ճģ�F������T���Y�����������������T�����������տs��s�^�����տs����С�������տs�ܵ���������ƽ�⣬�ڿ��ܺͱ�Ҫ����r�£����M�T�����OӋ�Y����ʹ�ں�������׃�ض���ȣ��M���Ѻ��λ�OӋ�ɿ��ĽY�����l�B�ӽY��;�����ȑ�����D�Ӳ�λ;�������������_�����ͼӏ���ȡ������T������̎���T��A�ǻ�Óģб�ȣ�Ҳ�ܷ�ֹճģ��
��ģ�ߵăȝ��ڸ������Ͻ�Һ����_����ǻ�IJ�λ�����T���к��ں��ģ�߲�λ�����T���İ���̎�������ܵ��Ͻ�Һ�����^�L�r�g�ĸߜ؟�_�����Ķ����׳��F�T��ճģ������������Ҫ�oģ�ߵ��@Щ��λ�O����sˮ�ܵ��M��ͨˮ��s�����ڼ��L����о��s��Ҫ���ͨ�����sˮ�������@Щ���ܺܺõؽ���ģ�ߜضȣ���ֹճģ�� �M�������տs�����T��׃�κ�ճģ�����������L��֧�M�������L�ȣ��pС��֧�M�����Ķ��e;�pС�ȝ��ڵČ��ȣ����L�ȝ��յ��L�ȣ��p�كȝ��ڵĔ���;������sˮ��ģ�ߙM���沿λ����s�ȣ��Ա������M�������տs���T����Ӱ푡�ʹ�Ã��|ģ��䓲ģ��@����ģ���^�ߕr�����T�Ͻ���ճ���ڱ��������|ģ��䓲ģ���ģ�߱���Ҳ�����^һ����γ��Ѽy���@��Ҳ�����˺Ͻ�ճģ�Ļ��A��ģ��Ӳ�Ȳ������д��ԕr���Ͻ�Һ���׳��Fճģ��Ҫ�z��ģ��Ӳ���Ƿ������߀Ҫ�z���̎����ˇ����ֹģ��䓲ij��F���ԡ����܃ȝ��ڛ_����ģ�K��ģ��肉K��������о��Ӳ�ȣ���Ҫ��ģ����ǻģ�K��Ӳ�ȸ߳�3~5HRC����ģ���OӋ�_�J�]�І��}�����T��ճģ�������y�������r��߀Ҫ�õ�����KANUC���u������PVD�{���ȱ���̎����ʩ�����ģ�ߵı���Ӳ�ȡ����T�X�Ͻ��F��Խ��(��<0.6%)���X�Ͻ�Һ�cģ��䓵��H����Խ��Խ���׳��Fճģ���m�������X�Ͻ�Һ�ĺ��F�������^�õؽ����X�Ͻ���ģ�ߵĿݸ�����;һ��Ҫ���T�X�Ͻ�Һ�еĺ��F��������0.6%~0.95%��Ҫ��ֹ���������c���ٶ�����ճģ��Ҫ�����g�Ͻ��a����{�����W�ɷ֕r�����V���\�Ȃ��e���٣����Ɍ������ټ����XҺ�У���ֹ�����ƫ��������ճģ�����T�Ͻ���տs��Խ���HԽ����ճģ���ߜ؏���ҲԽ��еĺϽ��DZ������տs���^��;�Ͻ��Һ�������ضȷ���Խ�����Ͻ���տs��Խ�����T���ĽY���Π�͏��s�̶ȣ������տs�����ճģ��׃�κ��y�ų��r���t�ɿ��]�����w�տs�ʺ;��տs��С���ߜ؏��ȸߵĺϽ�;���{���Ͻ�ɷ�(���X��Ͻ��й躬�����ӕr���T���տs��׃С)�������տs��:�Ͻ��M��׃�|̎�������X�Ͻ�Һ������0.15~0.2%�Ľ��ٚJ��.�@�����������pС�Ͻ���տs�A������ģ����ǻ�ı�����һ������ʯ��ɰ����ĥ���⣬����Ú�ӹ��ߌ�ճģ��λ�M�В���̎�������ע�ⲻҪ���ģ�ߣ������Ɖ�ģ�߱����ĵ����ӣ���t���γ�Խ����Խճģ����r����������ǻ����ճģ�����p�r���������P���P���c������ɰ���pĥ���⣬�����P�����ӣ���t����������ص�ճģ��Ҫע���κΕr�������b������ģ����ǻ��λ��ճģ������菂�ģ����ǻ��